



國產主軸單元在加工中心上的應用
2022-7-18 來源: 寶雞機床集團有限公司 作者:羅海軍
摘要:為了使國產主軸單元更好地應用于加工中心上,通過對機床典型工況的分析,確定出主軸部件所能承受的最大切削力。利用有限元分析軟件對加工中心的箱體結構進行了優化,加裝熱傳感器并進行了系統熱補償,有效提高了整機剛度與精度。結合北一機整體式主軸特有的氣幕保護、錐孔吹氣等功能,設計出具有干燥氣體、保護主軸錐孔的氣動系統,為最大限度地發揮主軸可靠性、穩定性提供保證。
關鍵詞:國產主軸單元;最大切削力;有限元分析;系統熱補償;氣幕保護
0 引言
我國的機床行業最近幾年有了長足的進步,但是核心功能部件與歐美等品牌有一定的差距。主軸系統性能與機床的加工精度精密相關,是機床最重要的功能部件,主軸單元的動靜態性能的優劣對加工精度和運行可靠性影響非常大。
本文詳細地闡述了國產主軸在立式加工中心上的設計和應用方案,機床樣機試制完成后做了大量熱補償和可靠性試驗,并且匯總了一些問題反饋給主軸部件配套單位(北京北一機床廠),為其后續的改進、批量生產提供理論依據。打造質量過硬、結構先進的機床功能部件是提高我國機床行業整體水平的重要組成部分,是保障制造業核心競爭力、產業結構升級的必經之路。
1、VMC850L立式加工中心典型工況及主軸選型分析
1.1 低速大轉矩銑平面

1.2 大切削力及功率銑槽

1.3 主軸功能部件選型結果分析
根據專項要求使用北一機床廠提供的TZ041A20001型直聯主軸,該主軸最高轉速為12 000 r/min,最大轉矩為96.5 N,最大輸出功率12 k W。這些數據都大于機床的典型工況加工計算值,并且大于本次機床的設計最大功率11 k W和最大轉矩值75 N·m,主軸電動機選用FAUNC βi I8/12000來滿足使用要求。
1.4 對主軸箱體進行有限元分析及靜態剛度計算
立銑刀在銑槽時,主軸系統所受軸向抗力是造成主軸箱變型的重要因素,如圖1所示。根據1.2節大切削力銑槽工況中所計算出的切削力Fz=4185 N,根據公式F0≈(0.50~0.55)·Fz,可計算出銑削時的軸向抗力F0≈2300 N。

在F0載荷作用下進行主軸部件剛度K0計算[4],變形是由主軸箱自身和導軌接觸變形兩部分組成的。箱體自身負載處變形量(如圖2)為10.7 μm,根據轉矩平衡、變幾何關系與Z軸導軌副剛度參數,計算出Z軸滑動導軌副接觸變形所引起切削點位移為5.17 μm。主軸部件剛度K0=2300÷(10.72+5.17)=145 N/μm。
Simulation是Solid Works 附帶的有限元分析插件,該插件在實踐應用中較為成功,能滿足單個零部件靜態應力、應變和位移等的有限元分析。利用該軟件為此次課題設計主軸箱體提供很好的仿真依據,對箱體的結構設計
起到至關重要的作用。
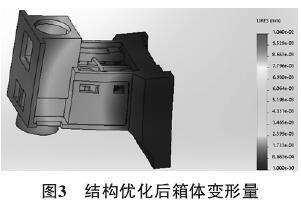
如圖2所示,主軸系統在受到2300 N的軸向抗力時,其變形量最大為0.0107 mm,這時主軸中心距導軌安裝面的距離為570 mm。如圖3所示,將此距離變為500 mm,主軸系統在承受同樣的軸向抗力時,變形量最大值為0.0104 mm,有 了明顯的減少。通過仿真模擬和對主軸部件剛度K0的計算,在箱體結構設計過程中適當減小了箱體中心孔到導軌面的距離,在保證Z軸行程的前提下導軌支撐盡量下移 ,可有效地提高主軸系統的剛度。

2、機床主軸功能部件的設計
2.1 主軸功能部件的氣動系統設計
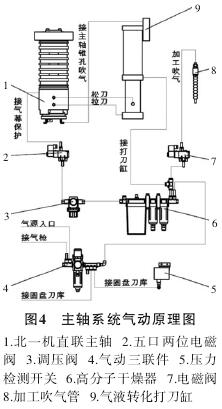
氣動設計為本次主軸系統關鍵組成部分,直聯主軸氣路較為復雜,對氣流的壓力和干燥度有著相應的要求。如圖4所示,主氣源通過氣動三聯件4分為三路:一路接壓力檢測開關5監控整個系統的壓力,如果過低機床就會報警;一路接圓盤刀庫,刀庫上自帶電磁換向閥,控制刀套旋轉;最后一路在進入高分子干燥器6前又分為三路,第一路通過電磁閥7控制主軸箱上竹節管加工吹氣,起到清理和冷卻工件的作用;第二路連接氣液轉化打刀缸9,打刀缸把氣壓轉化為油壓控制松刀,并且同時控制主軸拉刀與主軸錐孔吹氣;第三路通過高分子干燥器6過濾后,依次通過調壓閥3和電磁閥2來控制主軸上的氣幕保護功能。
2.2 主軸功能部件的結構設計
主軸系統的優劣直接影響著整個機床的性能。區別于以往傳統分體式結構,由圖5可以看出,伺服電動機1直接連接在主軸箱體2上,減少了中間環節,提高了主軸系統整體精度和剛度,主軸箱采用高強度鑄鐵,經過多次時效處理,有效抑制了加工過程中切削力導致的變形及應力。外冷卻管3集成在主軸箱右側,結構緊湊,為加工提供大流量的冷卻液。Z軸導軌防護罩4采用不銹鋼材質,運行穩定可靠,保護立柱導軌淬硬面免受極端工況的破壞。導軌壓板及鑲條5配合貼塑、刮研工藝,使摩擦阻力小,負荷能力高,精度保持性長久。
高強度絲杠螺母座6配合大轉矩交流伺服電動機與滾珠絲杠直接傳動,保持了零件加工高精度;導軌、滾珠絲杠副采用中央集中自動稀油潤滑,各個節點配有定量式分油器7,定時定量向各潤滑部位注油,保證各滾動面均勻潤滑,有效地減小摩擦阻力,提高了運動精度,保證了滾珠絲杠副和導軌的使用壽命。高剛性聯軸器8連接主軸和電動機,保證主軸在高速運轉的過程中平穩、可靠地傳遞轉矩。

3、 機床主軸功能部件的熱補償及可靠性試驗
3.1 主軸系統熱誤差形成的原因
由溫升引起的熱誤差占總誤差的40%~60%,是影響加工精度的主要因素。如圖6所示,主軸高速旋轉時,主軸軸承內外環高速摩擦產生大量熱量,這些熱量使主軸空間姿態發生變化,產生熱伸長、熱傾斜和熱漂移等形變,這些形變又引起刀具與工件相對位置發生變化,導致工件加工精度變差。

3.2 溫度測量
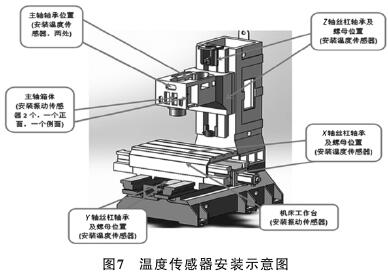
在VMC850L立式加工中心的3個進給軸各布置2個溫度傳感器,其中一個靠近X、Y、Z軸絲杠螺母位置,另外一個遠離絲杠電動機端;在主軸和機床底座(環境溫度)上分別布置了2處溫度傳感器,采集相應的溫度場信息并反饋到誤差補償系統,以實現對全閉環熱態定位誤差的實時補償,溫度傳感器在數控機床上的安裝如圖7所示。
3.3 數控系統的補償功能分析
根據機床工況和關鍵點溫度預測熱誤差,數控系統反向調節機床坐標系原點或進給軸參數,來抵消或減少熱誤差。智能補償模塊采集機床熱敏感點的實時溫度,并根據補償模型計算補償參數,將補償參數傳送給PLC,再由PLC通過通信接口將補償參數寫入NC系統,改變CNC中熱誤差補償參數,實現熱誤差補償。
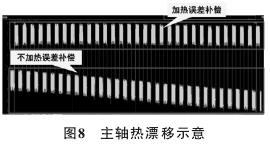
圖8所示為五點法測量機床主軸熱漂移,主軸空運轉加熱誤差補償功能和不加補償各5 min,記錄X向主軸熱變形數據。補償后熱漂移明顯減小,補償效果良好。
3.4 主軸的最大轉矩及功率試驗
在機床恒轉矩區范圍內選取主軸轉速n=400 r/min,采用直徑d0=80 mm六齒YG6硬質合金鋼端銑刀進行銑削試驗,通過改變進給速度或切削深度,使機床達到設計最大轉矩T=70 N·m,此次試驗過程中主軸及過載保護裝置工作正常、可靠。
在機床恒功率區范圍內選取主軸轉速n=1550 r/min,采用直徑d0=28 mm四齒硬質合金鋼端銑刀進行銑削試驗,通過改變進給速度或切削深度,使機床達到設計最大功率11 k W,此次試驗過程中主軸同樣工作正常、可靠。
按照GB/T 18400.2-2010《加工中心 檢驗條件 第2部分:立式或帶垂直主回轉軸的萬能主軸頭機床幾何精度檢驗(垂直Z軸)》中G10和G11項復查負荷試驗后主軸單元的精度,實測精度均優于國家標準。
4、結語
數控加工中心本身功能需求的擴大,需要與之配套的功能部件水平也要大幅度提高, 甚至很多功能的增加和提高需要通過功能部件來完成,通過本次主軸功能部件在加工中心上的應用試驗,可以充分地了解和挖掘國產功能部件的性能和特點,為以后的改進和功能部件品牌提升打下基礎。在面對國外競爭時不被制約,是我國基礎制造業的重中之重。機床推向市場面對終端用戶,主軸等功能部件對機床的精度保持性、可靠性、穩定性方面發揮著巨大的作用,隨著國產部件質量和匹配度的增高,機床行業也會煥發出新的活力,國產機床的整體性價比將會大大提高。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

