精機(jī)")



UG 在葉輪五軸編程中的應(yīng)用
2022-4-21 來(lái)源: 安慶職業(yè)技術(shù)學(xué)院 作者:楊 坤
葉輪是一種典型的需要五軸加工的零件,其特點(diǎn)是結(jié)構(gòu)復(fù)雜、精度要求較高及附加值較高(見(jiàn)圖 1)。目前,葉輪主要采用五軸聯(lián)動(dòng)機(jī)床進(jìn)行加工,因此,利用 UG 軟件對(duì)葉輪進(jìn)行五軸編程便具有非常重要的意義。在加工過(guò)程中,對(duì)輪轂和葉片的表面粗糙度有較高要求,而對(duì)葉片的底部圓角精度要求不高,通常只需要該圓角與輪轂過(guò)渡光滑即可。因此在加工圓角的選擇上,通常選用等半徑球頭刀具(φ 6mm)一刀成形,而不需要利用小刀具繞銑加工。

選用車削成形毛坯,如圖 2 所示。根據(jù)該葉輪模型的結(jié)構(gòu)與技術(shù)要求,做出如下工藝安排 : 整個(gè)加工工藝共分為粗加工、半精加工和精加工3個(gè)階段。所用刀具 : ① φ 16mm的 圓鼻刀( 刀尖半徑1.6mm)和 φ 8mm的圓鼻刀( 刀尖半徑2mm),用于零件的開(kāi)粗。② φ 6mm 的球頭刀(錐度 5°),用于半精加工和精加工。

1. 葉輪的粗加工
UG8.0 以上版本軟件提供了專門加工葉輪的自動(dòng)化工具——葉輪專業(yè)加工模塊,該工具大大簡(jiǎn)化了葉輪的五軸編程。但是,利用該工具進(jìn)行葉輪的粗加工需具備兩個(gè)條件 : ①所用刀具只能是球頭刀。②機(jī)床只能為聯(lián)動(dòng)加工。按照這種要求,葉輪的粗加工效率會(huì)大大降低。因此,本文采用的方案是使用圓鼻刀(φ 8mm)進(jìn)行 3+2軸的定軸加工,這種方案在實(shí)際生產(chǎn)中取得了良好的效果。
由于葉片通常是均布在輪轂上的,為了減輕UG 的計(jì)算負(fù)荷,通常采取的方法是只生成相鄰葉片之間的刀軌,然后利用 “變換” 功能復(fù)制出整個(gè)葉輪的加工刀軌。這樣就將整個(gè)毛坯進(jìn)行
分割,只取其中的一部分作為葉輪粗加工的毛坯(見(jiàn)圖 3)。

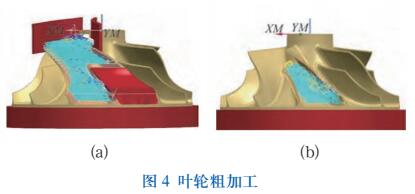
由于分流葉片的存在,使用定軸方式進(jìn)行粗加工是無(wú)法一次完成的。這就需要將圖 3 中的毛坯分為兩個(gè)部分單獨(dú)完成粗加工。首先,將圖 3中的上半部毛坯和左下半部毛坯先進(jìn)行加工(見(jiàn)圖 4a),使用型腔銑定軸加工,刀具為 φ 8mm、刀尖半徑為 2mm 的圓鼻刀,留半精加工余量0.5mm。在該工序中有兩處關(guān)鍵點(diǎn) : ①為了修整刀路,必須合理設(shè)置檢查體。②刀軸方向建議設(shè)置為 “視圖方向”,必須確保不會(huì)發(fā)生過(guò)切現(xiàn)象。其次,再加工右下半部分的毛坯(見(jiàn)圖 4b),建議不使用檢查體,改為修剪邊界,以簡(jiǎn)化編程。
2. 葉輪的半精加工和精加工
完成葉輪的粗加工之后,利用 UG 自帶的葉輪專業(yè)加工模塊來(lái)進(jìn)行葉輪的半精加工和精加工的編程(見(jiàn)圖 5)。該模塊提供了輪轂、葉片和圓角的精加工方案,使葉輪的編程大為簡(jiǎn)化。在進(jìn)行工序設(shè)定之前,需要正確地指定好葉輪的相關(guān)部件,包括輪轂、包覆、葉片、葉根圓角和分流葉片等。

(1)葉輪的半精加工。葉輪屬于復(fù)雜曲面零件,因此在半精加工中如何保留均勻的精加工余量就成為了能否加工出合格葉輪的關(guān)鍵。本文采用的方案是將葉輪表面所在的曲面進(jìn)行 0.5mm的偏置(此為精加工余量),形成一組新的曲面。再以這組新曲面為基礎(chǔ)生成刀軌,即可達(dá)到精加工余量均勻的要求(見(jiàn)圖 6)。

(2)葉片和分流葉片的半精加工。利用葉輪專業(yè)加工模塊中的 “葉片精加工” 工序進(jìn)行葉片和分流葉片的半精加工編程(見(jiàn)圖 7)。其要點(diǎn)如下 : ①曲面必須選擇如圖 6 所示的新偏置曲面,而不能用葉輪本身的曲面進(jìn)行編程。②根據(jù)葉輪的材料特性,通常情況下,半精加工必須使用順銑,以達(dá)到零件表面粗糙度的要求。③切削層參數(shù)設(shè)置中,深度模式必須選擇 “從包覆插補(bǔ)至輪轂”,否則無(wú)法達(dá)到零件表面要求。④刀軸的設(shè)定,需要根據(jù)葉片曲面的扭曲程度,在自動(dòng)、插補(bǔ)矢量和側(cè)刃切削葉片 3 種類型中選擇最為合適的刀軸方向,其中插補(bǔ)矢量是最為靈活的方式,幾乎可以用于加工所有類型的葉片曲面。

(3)葉根圓角的半精加工。利用該模塊中的“圓角精加工” 工序進(jìn)行葉片和分流葉片圓角的半精加工。其關(guān)鍵點(diǎn)在于要以新偏置曲面為基礎(chǔ)。葉輪零件的技術(shù)要求是圓角一刀成形,但圓角與輪轂必須光滑過(guò)渡,因此加工圓角的刀軌必須延伸到輪轂面上,與隨后加工的輪轂刀軌有一定程度的重疊(見(jiàn)圖 8)。

(4)輪轂的半精加工。加工過(guò)程與葉片和圓角的半精加工類似,采用 “輪轂精加工” 工序來(lái)進(jìn)行葉輪輪轂面的半精加工(見(jiàn)圖 9),選擇的曲面是新偏置出的曲面。需要注意以下幾點(diǎn) : ①必須合理確定刀具的光順百分比,此參數(shù)直接影響到分流葉片頂部是否會(huì)出現(xiàn)殘留余量。該參數(shù)越大,殘留余量越多。但是如果設(shè)置過(guò)小,刀軸變化比較突兀,會(huì)影響零件表面質(zhì)量。考察本文用模型,將光順百分比設(shè)置為 25% 較為合理。②為了輪轂的加工刀軌能夠達(dá)到葉輪的最頂部,以及修整刀路的需要,必須合理設(shè)置前緣、后緣的相關(guān)參數(shù),包括距離、切向延伸和徑向延伸參數(shù)。③為了保證輪轂表面質(zhì)量,不能有明顯刀痕,必須采用往復(fù)切削模式,還要注意與上述圓角刀軌的重疊距離。在輪轂半精加工的參數(shù)設(shè)置中,還要重點(diǎn)考慮刀軸方向的設(shè)定,優(yōu)先選用 “插補(bǔ)矢量” 方式,既避免了過(guò)切,又能夠改善刀軸的變化幅度。

(5)葉輪的精加工。在完成了葉輪各部分的半精加工之后,其精加工編程就變得很簡(jiǎn)單,將半精加工的各道工序中的曲面改成葉輪本身的曲面即可(見(jiàn)圖 10)。需要注意的是,精加工的切削參數(shù)與半精加工不同,每刀切削深度、步距需要根據(jù)零件的工藝要求重新設(shè)定。

完成葉輪中相鄰兩個(gè)葉片之間的所有加工工序后,利用刀軌的 “變換” 功能,將整個(gè)葉輪的所用刀路復(fù)制出來(lái),最終完成整個(gè)葉輪的編程。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年7月 新能源汽車銷量情況
- 2025年7月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年7月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年7月 軸承出口情況
- 2025年7月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年7月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 新能源汽車銷量情況
- 2025年6月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年6月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年6月 軸承出口情況
- 2025年6月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年6月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別