


槍鉆深孔加工顫振穩定性及振動加工技術綜述
2019-2-18 來源:江西洪都航空工業 南京航空航天大學 作者: 汪洋華 李亮 龍韜 何俊杰 馬曉波 等
摘 要: 深孔槍鉆加工中的顫振問題,嚴重地影響了產品的加工質量和機床的效率。以鈦合金小直徑深孔的槍鉆加工為研究對象,從實驗研究、理論分析、顫振預測、振動加工等幾個方面,對目前小直徑深孔槍鉆加工技術進行分析,為后續的槍鉆深孔加工鉆削穩定性與振動加工技術的基礎研究提供理論依據。
關鍵詞: 深孔加工; 槍鉆; 穩定性; 顫振預測; 顫振抑制; 振動加工
0 引言
深孔加工是機械加工領域的一個重要分支。孔加工在整個機械加工中約占 25%,而深加工的總量在孔加工的比例達到了一半。深孔加工技術和應用開發過程崛起于炮管生產。20 世紀 60 年代以前,深孔加工技術主要用于生產槍管、炮管,此后隨著生產格局的轉變,深孔加工技術也轉向能源、航空航天、冶金、汽車、化工和機床行業。
20 世紀 90 年代以后,隨著我國經濟建設的加速發展,極大地推動了上述行業對深孔加工技術的需求,傳統的孔加工方式已不能滿足生產需求。因此,采用較先進的專用刀具及特殊的深孔加工技術進行深孔加工是非常有必要的。深孔加工系統按照排屑方式可分為外排屑和內排屑兩類,其中外排屑系統有槍鉆、深孔扁鉆和深孔麻花鉆等; 內排屑系統因所用的加工系統不同,分為 BTA 深孔鉆系統、噴吸鉆系統和 DF 深孔鉆系統等 3 種。
對于內排屑加工系統主要適用場合在直徑>Φ18 mm 的深孔加工; 而外排屑加工系統中深孔扁鉆和深孔麻花鉆由于加工深度的制約,無法完成對于長徑比>50 的超長小直徑深孔的加工。通常長徑比 L/D>10 的超長小直徑深孔( Φ2 ~Φ20 mm) 均采用深孔槍鉆加工工藝。目前航空航天、軍事和民用產業中,超長小直徑深孔加工的需求越來越多。例如: 在航天航空業中各類飛機艙門中導軌孔以及模具行業中大型汽車覆蓋件的注塑模具水道孔。
所以本文提出針對超長小直徑深孔槍鉆鉆削問題的研究,也正是符合國家航空航天、能源和汽車等行業發展的需求。
1 、深孔槍鉆加工工藝
深孔槍鉆加工工藝有以下的特點:
1) 是小直徑深孔加工范疇最有效的刀具,且長徑比越大,優越性越顯著;2) 生產效率高(轉速高,進給量較大,且是連續進給,不需要中途退刀排屑) ;3) 孔徑尺寸較穩定( 鉆和鉸一次完成) ,孔徑變化范圍較小;4) 被加工孔表面較為光滑,標準鋼材表面粗糙度可達 Ra3.2~ Ra1.6,鑄鐵表面粗糙度可達 Ra0.8;5) 具備高的形位公差,孔圓度 < 0. 005 mm,軸線平行度<0.2 mm/1 000 mm;6) 適應范圍廣,被加工材料硬度>HRC45,仍可加工;7) 孔鉆通后,孔口無飛邊、毛刺。
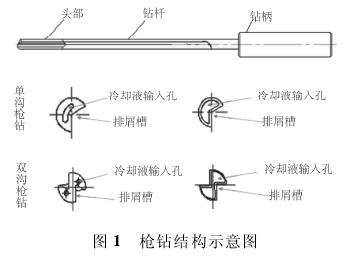
深孔槍鉆結構如圖 1 所示。分為槍頭、鉆桿和鉆柄 3部分。有單溝槍鉆和雙溝槍鉆 2 種類型。鉆尖形狀如圖2 所示,鉆尖結構復雜,幾何參數較多。

深孔加工中,由于加工過程屬于封閉式或半封閉式切削,所以在切削加工過程中存在切屑的斷屑、排屑、切削液的流動、鉆削刀具選擇和工件的散熱以及刀具的導向等問題,這些問題會導致零件加工表面質量惡化。
難加工材料( 鈦合金等) 的超長小直徑深孔的加工,因其孔徑小,孔深長,加工過程中的影響因素更加復雜,所以加工尤為困難。在小直徑深孔槍鉆加工過程中,由于被加工孔較深,且槍鉆鉆桿又細又長極易誘發鉆削的顫振現象。顫振一直是影響槍鉆加工質量和機床切削效率的關鍵問題之一。深孔鉆削產生的顫振不僅會惡化零件的加工表面質量,降低機床和刀具的使用壽命,嚴重時會使鉆削加工無法進行。
其形成的原因包括切屑無法順利的排出產生的顫振、鉆桿加工時懸伸量過長導致剛性不足產生的顫振、鉆削過程中切削液與工件之間的流固場耦合作用力產生的顫振、鉆削刀具崩刃或堵屑產生的顫振、加工參數選擇不當引起的顫振等等。因此迫切需要揭示深孔槍鉆加工過程中顫振的產生本質,拓展深孔鉆削顫振的基礎理論,創新深孔鉆削顫振抑制方法。
2 、深孔加工顫振穩定性分析研究
通過資料的檢索,現有研究主要是建立相應的鉆削顫振模型,通過解析法或數值方法來求解,推導出鉆削穩定性 lobe 圖,并結合穩定性 lobe 圖來分析鉆削系統穩定性,進而為顫振控制提供理論依據。
小直徑深孔槍鉆過程中,隨著鉆孔深度的增加,鉆桿的懸伸長度不斷增加,是一個典型時變系統。此外,鉆頭除了切削刃部分與工件接觸,導向部分也與已加工的孔壁接觸,使得這一時變系統的動力學問題更為復雜。
目前對于深孔加工顫振穩定性的研究主要針對的是小直徑麻花鉆和 BTA 鉆削系統,而關于
深孔槍鉆系統顫振穩定性的研究較少。Mehrabadi 和 Nouri 等人提出了一個考慮彎曲振動的模型。
通過該模型可以預測出 BTA 深孔加工過程中的顫振穩定域,利用歐拉數值法模擬出鉆頭的運動軌跡。結合穩定域圖形,可以分析出鉆頭在不同的轉速下加工出的的孔形狀和精度的差別。Arvajeh 和 Ismail提出了一個BTA 鉆削顫振的動力學模型。
該模型綜合研究了由于彎曲產生的橫向振動和由于扭轉產生的軸向振動,并考慮了回轉效應。Weinert 等用統計方法更全面地解釋了加工參數和表面粗糙度的關系,他指出 BTA 鉆桿的大長徑比和較低的彎曲剛度使鉆桿容易發生顫振現象。Messaoud等指出深孔加工中出現的顫振現象也是導致直線度降低的原因之一,并用非線性連續建模的方法對加工過程的動態變 化 建 立 了 一 個 實 時 的 模 型。Chin提 出 了BTA 深孔加工切屑狀態監測的數學模型,在此基礎上對刀具斷屑、排屑狀態與切屑液流體動態壓力變化的聯系進行了研究,并提出了一套新的關于切屑狀態監測的仿真計算方法。Bayly將理論分析與實驗結果相比較,對鉆桿系統的扭轉振動進行了分析,詳細地考察了刀具顫振頻率的分布范圍以及穩定性判據,指出深孔加工過程中鉆桿系統存在明顯的非線性特征。
國內一些高等院校和科研機構也在深孔加工顫振方面做了研究。張秋麗根據二元直角切削模型,提出了三元切削模型,推導出槍鉆的鉆削力數學模型。白萬民等人以槍鉆為研究對象,分析了深孔鉆削時刀具的受力狀況,給出了深孔鉆的力學模型和求解方程,提出了一種測量和計算相結合的方法來求解鉆削力分量。哈爾濱工業大學提出了利用多個特征參數綜合監測鉆削過程,通過大量實驗,觀察刀具在破損、折斷等異常情況下,各個特征參數的變化規律,并設定閉值,對鉆削加工過程進行監測。
西安理工大學李言、孔令飛等設計了一種將周期值作為參數一起參與打靶迭代的算法,通過優化確定迭代過程中的增量值。針對單孔和槽孔兩種孔結構形式,將非線性切削液流體力及其 Jacobian 矩陣聯合求解法與改進的打靶法及 Floquet 論相結合,研究了 BTA 深孔加工系統中中鉆桿系統非線性動態行為。唐英等利用小直徑麻花鉆進行微小孔高速鉆削實驗研究表明: 鉆削過程中,在一定速度范圍內,隨著轉速的增加、軸向力和轉矩下降,說明摩擦型顫振的發生條件。
高本河等分析了深孔加工孔軸線的偏斜機理,提出了利用靜止外力進行糾偏的理論和方法,并確定出合適的糾偏位置。試驗證明該方法具有良好的糾偏能力,為深孔鉆削孔軸線偏斜的糾正提供了理論和實踐依據。國內外現有針對深孔鉆削顫振的理論研究,主要還是以線性理論為主,雖然能成功揭示和預測發生顫振的臨界條件,但無法揭示切削顫振增長的過程與規律以及探求抑制顫振振幅的途徑與措施,并且研究方法主要是將物理模型轉化為時滯微分方程,然后通過半解析法或數值方法來求解,并結合穩定性圖表來分析系統穩定性,從而指導鉆削顫振控制; 并且研究的重點主要集中在小直徑麻花鉆和BTA 深孔鉆削系統,對于槍鉆顫振的系統研究較少。
且對于一些難加工材料如鈦合金等,鉆削參數調整范圍遠小于鋁合金等易切材料零件,穩定性 lobe 圖的應用價值并不顯著,難以用來指導工程實際。深孔槍鉆加工中顫振產生的主要動力學根源是由于系統阻尼或者系統剛度出現負值,現有的顫振判斷難以區別出對于這種多自由度系統中,是哪一個阻尼、或者剛度對顫振的影響較大。而深孔槍鉆加工系統中阻尼可分為機床結構阻尼和由槍鉆后刀面與工件表面相互干涉而產生的過程阻尼,及鉆頭的支撐部位和已加工孔壁的接觸摩擦產生的過程阻尼。采用勞斯判據的優點在于可以把阻尼、剛度進行等效,實現阻尼歸一化。較為直觀判斷各阻尼項和剛度項對顫振的影響,為顫振控制提供了鑒別工具。
3 、深孔加工顫振抑制方法研究
顫振研究的最終目的是抑制顫振的產生和減小顫振的影響。目前,抑制顫振的方法一般可以分為被動型控制、半主動控制、主動型控制和變參數控制。因為半主動控制顫振和變參數控制顫振在控制方法上的簡便性和易操作性,一直是大多數研究者研究的重點。半主動控制主要是通過增加鉆削系統剛度、阻尼或者附加動力吸振器吸收振動來抑制顫振的方法。
要是采用各類減振器。例如: Tewani 和 Sanjiv G等設計在深孔加工鏜桿上面加吸振器來抑制顫振。變參數控制的實質則是通過調整切削參數( 如刀具工作角度、進給量和切削速度等) 將切削工作位置從不穩定區移到穩定區,實質就是破壞顫振產生的條件。例如: Tarng 等通過 Nyquist穩定標準分析了切削速度、寬度與顫振頻率的關系圖,找到在一定顫振頻率下,主軸轉速以及穩定切削速度與內外調制相位變化的關系,提出了利用改變主軸轉速來抑制鉆削中顫振的方法。
王仁德等通過頻率掃描法分析再生顫振的衰減系數模型,提出了一種新的變速切削抑制振動機理,指出變速切削時系統頻率和衰減系數會隨轉速變化而變化,變速范圍增加會使系統衰減系數增加,從而實現抑振。從實際應用效果看,半主動控制和調整切削參數法均具有一定的局限性。對于深孔槍鉆加工而言,加工過程是單刃多點接觸,刀具后刀面與工件表面相互干涉而產生的阻尼,鉆頭的支撐部位和已加工孔壁的接觸與摩擦,產生的摩擦阻尼,都屬于過程阻尼的范疇。因此必須在顫振模型中考慮過程阻尼的影響。目前國外研究人員開始研究利用加工過程中的非線性力學行為來抑制顫振,即充分考慮過程阻尼對切削穩定性的影響,通過改變過程阻尼來實現顫振抑制。
目前對于過程阻尼的研究主要集中于車削和銑削。例如: Altinta通過一系列正交試驗,識別動態切削力中的過程阻尼系數,該試驗由快速伺服系統控制,使得刀具 以 預 期 頻 率 和 振 幅 振 蕩。Turkes E,Orak S 等人基于刀具剪切角變化以及后刀面和工件表面波紋之間干涉力的變化,建立了車削過程阻尼模型,對零階頻率法的臨界切深表達式進行逆求解,識別過程阻尼率。
Huang C Y,Wang J-J. Junz 等人提出了包含切削阻尼的銑削動能模式,模式中包含剪切、犁耕兩種切削機制,以及切削力大小及方向變動所產生的阻尼效應,建立線性周期性時變的銑削動能模型。Budak 和 Tunc 等人克服了試驗建模的弱點,在過程阻尼建模和系數辨識方面,進行了較為細致的工作。Ahmadi 和 Ismail 等人基于小振幅假設,將過程阻尼等效為線性粘性阻尼,利用半離散法,計算銑削穩定性極限,該模型具有一定局限性,預測出的穩定性極限低于實驗值。
李欣和李亮等人利用隱式龍格庫塔法,計算典型鈦合金材料銑削加工中干涉產生的侵入面積以及阻力,建立考慮過程阻尼效應的非線性銑削動力學模型。在現有文獻中,深孔鉆削穩定性分析均采用較為傳統的線性模型,未考慮過程阻尼,其在低速區會產生很大誤差。特別對于一些難加工材料如鈦合金加工來說,為保證刀具壽命,切削速度一般較低,這時如果還采用常用的線性模型,預測的極限切深遠低于實際極限切深,勢必會影響加工效率。而且過程阻尼的大小和刀具幾何參數息息相關,設計幾何參數,利用過程阻尼來減振的文獻,國內則更為缺乏。
4 、深孔加工振動鉆削技術國內外研
究現狀振動鉆削是振動切削的一個重要分支,其與傳統切削的主要區別是在鉆孔過程中可以通過振動裝置使鉆頭與工件之間產生可控的相對運動,使切削速度、進給量、切削深度按一定的規律變化,改變工件與刀具之間的時間與空間分配。
在振動鉆削過程中,合理選擇振動參數( 振動頻率和振幅) 、進給量、主軸轉速等加工工藝參數,可明顯提高孔加工精度,減小出口毛刺,降低切削力和切削溫度,延長鉆頭壽命。振動鉆削技術使傳統鉆削加工技術有了質的飛躍。目前,國內外學者對振動鉆削技術的研究主要集中振動鉆削本質與機理研究、振動鉆削系統裝備研究、振動鉆削數學模型建立三個方面,而且均取
得了很大成果。
在振動鉆削本質與機理研究方面,1954 年,日本宇都宮大學的隈部淳一郎教授提出振動鉆削理論,并在其著作《精密加工與振動切削( 基礎與應用) 》中對振動鉆削做了詳細的介紹與實驗研究,認為振動鉆削與傳統的鉆削加工相比具有斷屑排屑效果好、切削力小、加工精度較高、刀具壽命較長等優點。
在此基礎上,隈部淳一郎教授率先提出了超聲波振動鉆削的“鉆頭剛性化效果”理論,為超聲波振動鉆削的鉆入定位精度奠定了理論基礎。隨后,其又提出了脈沖能量與應力集中理論,認為在分離型振動鉆削時,鉆頭由普通鉆削時的連續切削轉變成振動鉆削時的脈沖式切削,特別橫刃由連續擠壓工件轉變成脈沖式楔入工件。1973 年,前蘇聯鮑曼工學院的 V.N. Poduraev 通過實驗研究提出了振動鉆削的沖擊理論,認為振動鉆削時鉆頭橫刃的沖擊作用能明顯改善橫刃的切削條件,并運用彈塑性理論對振動鉆削的動力學機理進行了分析論證。1979 年,日本學者足立勝重提出了槍鉆低頻振動斷屑理論,該理論指出相鄰切屑若存在非零的振動相位差,就會出現薄弱環節而折斷,否則,無法實現斷屑。1982 年,薛萬夫教授對深孔槍鉆振動鉆削時刀刃相鄰運動軌跡波形進行了理論分析和計算,得出了保證斷屑的條件,進一步豐富了足立勝重的振動斷屑理論。
同時,他在實驗研究的基礎上,進一步提出了振動鉆削的動態角度理論,指出主切削刃的前角和后角在鉆削過程中是動態變化的,并給出了實際動態后角 α 的計算公式和計算圖。在后續的研究工作中,動態后角的提出給加工塑性金屬時可以改善刀具與工件的摩擦條件提供了理論依據。1984 年開始,王立江教授和他的課題組對高頻和低頻振動鉆削都進行了系統的研究。研究成果無疑彌補了足立勝重從運動學角度對振動鉆削分析時得出的零相位差不能斷屑的缺陷和不足,使振動斷屑理論進一步完善化。
其次,在研究中還提出了低頻振動提高鉆入定位精度的新觀點,即具有“鉆入-偏移-退回-恢復-重新鉆入”的動力學特性。這一特性的發現無疑豐富了剛性化理論,推動了振動鉆削理論研究的進程。1986 年劉華明教授在自制的超聲波振動鉆床上進行了實驗研究,結果發現振動鉆削使切削力下降、表面質量和孔徑精度提高,并進一步探討了鉆頭耐用度與振幅之間的關系,給出了兩者的關系曲線。1995 年,楊兆軍博士對微小鉆頭低頻軸向振動鉆削的動力學特性進行理論與實驗研究時發現,指出由于微小鉆頭的固有頻率極高,即使在阻尼比極小的情況下,振動能量迅速衰減,恢復變直后再重新鉆入,具有低頻振動鉆削時微小鉆頭的“分離衰減多次校正”的動力學特性。2000 年楊兆軍教授、王立平教授提出了三區段變參數振動鉆削微孔的新工藝,探討并研究了用非線性回歸求取各區段最佳振動參數的方法,驗證了以三區段最佳振動參數作變參數時,可以全面降低微孔加工誤差的工藝效果。2004 年東華大學的黃志榮等人通過對普通麻花鉆的改進,在 JCS-018 立式加工中心,加工不銹鋼 316,孔徑 2 mm,孔深 20 mm,加工參數為: 主軸轉速: 2 500 r/min,轉速倍率: 100%,進給速度:100 mm / min,取得一定的成果,實現小直徑深孔的高速鉆削。2006 年,張平寬研究了在軸向振動鉆削過程中,各切削參數的變化,對鉆頭的工作角度會產生很大影響,給出了振動鉆削參數選擇的理論依據。2006 年,北京航空航天大學張德遠等對微孔加工難題進行了研究,釆用超聲振動加工將微孔壽命提高了 10 倍以上。
在振動鉆削系統裝備研究方面,隈部淳一郎教授成功研制出超聲波扭轉和低頻軸向復合振動鉆孔設備,極大地增強了振動鉆削的加工能力。美國學者 W.Hansen 在對低頻振動鉆削的研究過程中,提出了低頻振動鉆削的概念和方法,研制了安裝在自動車床上的用凸輪控制的機械式軸向振動鉆削裝置并進行了實驗研究,發現低頻振動鉆削能夠減少鉆頭燒傷,提高鉆頭壽命,加快排屑過程以及提高孔的位置精度。這一研究成果為“鉆頭剛性化效果”理論及脈沖能量和應力集中理論提供了強有力的依據,并為振動斷屑理論的提出奠定了基礎。1982 年,薛萬夫教授成功研發出一種安裝在機床溜板上的低頻振動刀架,通過采用伺服電機驅動偏心凸輪實現鉆頭的低頻軸向振動,并對鈦合金等典型難加工材料進行驗證實驗。
實驗證明,對于難加工材料,采用低頻振動鉆削可有效提高刀具耐用度、降低切削力、抑制刀桿振動以及保證斷屑穩定。1986年,哈工大劉華明研發用于臺鉆的電磁振動工作臺,并深入分析鉆頭耐用度與振幅之間的聯系。1994 年,西安石油大學王世清教授等人設計研發了機械式軸向激振裝置,其振幅與頻率均連續可調。1997 年,原吉林工業大學高印寒教授研制開發出能夠產生復合振動永磁振動鉆削裝置。2007 年西安石油大學深孔加工研究所的楊立合等人基于高頻振動切削原理,自行設計階梯型復合變幅桿,研制了一套旋轉超聲振動鉆削裝置,該裝置在一定固有頻率的情況下達到系統諧振,滿足要求。
在振動鉆削數學模型建立方面,2002 年,佳木斯大學盧紅影在 Merritt 等人所建立的傳統切削閉環模型的基礎上,考慮刀具振動對機床的結構以及切削過程的動態特性的影響,建立低頻振動切削數學模型,并提出了低頻振動切削可使加工系統剛性化的觀點。2006 年,華東理工大學王曉威從運動學角度分析研究振動切削的內在特性,并在傳統切削模型的基礎上給出了振動切削的數學模型。
提出振動切削切削力較小且切削過程比傳統切削更穩定的觀點。2012 年,西安理工大學李言等人在自由模態綜合技術的基礎上構建了深孔振動鉆削加工過程中鉆桿在軸向振動、振動切削力以及切削液流體力綜合作用下的多跨動力學有限元模型,并通過該模型研究輔助支撐的位置及加工深度對孔直線度誤差的影響,獲得了孔直線度變化規律,為深孔振動加工機床的精度設計以及加工誤差分析提供了理論依據。
中航工業佐景濤通過分析低頻超聲振動切削過程中的運動學特征,構建了低頻超聲振動切削力學模型,認為振動切削系統具有較高的穩定性。從上述國內外研究現狀可以看出,雖然學術界在鉆削顫振的研究方面已經取得了大量的成果,但從過程阻尼的角度探索鉆削顫振的產生本質、影響因素及其控制等方面的研究還很少,尤其是針對鈦合金這種難加工材料的超長小直徑深孔鉆削顫振控制基礎理論與方法研究還不夠深入和系統,現有深孔鉆削顫振理論研究仍無法為顫振主動控制技術提供統一判據和基礎支撐。
并且對于振動鉆削的研究,學術界主要集中在使用高頻超聲振動和機械式振動鉆削,研究的對象主要集中在麻花鉆和 BTA 噴吸鉆。對于小直徑深孔振動鉆削主要還是采用超聲振動方案,刀具的選擇還是為小直徑的麻花鉆。而對于槍鉆的振動切削研究相對較少。
5 、總結與展望
深孔加工顫振一直是機加工領域無法回避和亟待解決的關鍵技術難題之一。加工過程中,鉆削力大小和方向都隨時間周期性變化,加上槍鉆系統自身具有多自由度的結構動力學特性,使深孔鉆削過程的穩定性分析變得非常復雜。國內外學者在深孔加工顫振方面的研究,主要集中在顫振穩定性分析和顫振控制等方面。因此仍存在以下問題有待繼續深入研究。
1) 現有研究關于建立深孔鉆削顫振模型,主要是將物理模型轉化為時滯微分方程,然后通過半解析法或數值方法來求解,并結合穩定性 lobe 圖來分析系統穩定性,或結合 Nyquist 判據或 Liapunov 判據來進行系統穩定性分析。該方法建模復雜,求解過程繁瑣,實用性不高。能否引入統一的判據如勞斯判據建立鉆削顫振模型,通過阻尼歸一化的原理,系統的分析槍鉆各部分結構在顫振中的作用機制,實現對深孔槍鉆鉆削穩定性的直觀快速判別。
2) 當前難加工材料如鈦合金等是研究的熱點 ,其單位面積切削力倍增,可選加工速度范圍有限,穩定性極限大大降低且范圍窄,因此需要引入考慮過程阻尼效應的非線性理論,以擴大穩定域,提高加工效率。但目前對于過程阻尼的研究,主要集中在車削方面,對于深孔槍鉆鉆削加工的過程阻尼效應,尚缺少完善的動力學分析模型。
3) 深孔鉆削加工中過程阻尼的大小,與槍鉆結構參數如刀尖的后刀面、外刃的第一后刀面、內刃、導流面等密切相關,然而現有深孔槍鉆鉆削顫振控制方法中,槍鉆結構的優化設計,均沒有系統考慮過程阻尼效應,在減振槍鉆結構設計方面仍缺少完善的理論支撐,因而有必要建立基于過程阻尼效應的深孔槍鉆鉆削顫振主動抑制刀具的設計理論與方法。
4) 深孔振動鉆削的研究主要集中在低頻超聲振動鉆削,研究對象也以麻花鉆和噴吸鉆為主。對于槍鉆的振動鉆削研究很少,而將鉆削顫振轉化為振動鉆削的研究目前屬于空白,如何設計這種自激振動鉆削裝置和實現其顫振的主動控制和如何選擇其加工工藝的參數滿足鈦合金超長小直徑的深孔加工,將是本項目研究的主要創新之處。
對以上問題,本課題將系統研究基于勞斯判據的深孔槍鉆鉆削顫振機理分析與顫振抑制策略,建立基于過程阻尼效應的非線性深孔鉆削動力學模型和穩定性極限預測,提出小直徑深孔鉆削顫振主動抑制的設計理論與方法; 解決面向超長小直徑深孔鉆削振動主動抑制的工藝新技術。并為解決鈦合金等難加工材料的超長小直徑深孔鉆削問題提供理論方法與技術支撐,促進航空航、能源、軌道交通等國家重點發展行業產品核心零件的“控形”與“控性”加工技術的進步,豐富制造技術基礎理論,推動制造技術發展,為我國占領制造學科前沿奠定基礎,項目研究具有重要的理論意義和工程應用價值。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

